
Car ownership has grown dramatically across the globe, shaping the world’s economy and how billions of people go about their lives. The Automotive industry alone provides direct and indirect jobs to 13.8 million people in Europe, more than 8 million in the US; and more than 5 million in Japan (McKinsey, 2019). Today, we live in a world of constant automotive evolution and innovation – where vehicles are on the verge of driving themselves.
Challenges for automotive manufacturers can vary; whether it’s increasing supply chain vulnerabilities, poor quality management practices, stringent regulation or growing competition, these challenges are packing a bigger punch than ever before.
The difference between a life or death situation for consumers can be determined by the displacement of a screw in production or poor measurements during designs. The increasing demand for products in the automotive industry has put pressure on manufacturers to increase output at a faster rate than ever before. Not to mention the variety of features that are included in a modern vehicle.
To satisfy consumer demands OEMs (Original Equipment Manufacturers) are forced to outsource the production of hundreds of components from a number of different suppliers. Therefore, based on the complexity of the manufactured parts, OEMS may have their own suppliers (Tier 1, Tier 2 & Tier 3 suppliers). Due to the complexity of these supply chains, manufacturers cannot afford to lose track of the critical risks involved in the development and production of the components.
To actively avoid wastage, defective products, sales of faulty products or series recalls, the OEM and Tier suppliers need to have a fully integrated risk management system embedded within the organization. This means connecting all Regulatory Compliance, Quality and Risk Management programs to ensure organizations actively avoid any faulty products slipping through the cracks, driving operational excellence.
What is Failure Modes Effects Analysis?
One of the leading and most profound tools for risk management within automotive is FMEA (Failure Mode and Effects Analysis). This tool is used to analyze and minimize potential risks with associated controls. With FMEA analysis, potential risks, including their causes and consequences are examined in advance or on the field. FMEA allows the organization to ensure a level of quality across all phases of design, process development and manufacturing, allowing the organization to implement appropriate controls to diminish the occurrence and effect of the identified risk.
Although this method has been around since the 70s, it hasn’t been embraced as much as it should have. There are still several branches within the automotive industry that struggle to utilize FMEA effectively. Regardless, there is a general applicable rule here under Murphy’s law:
“Anything that can go wrong will go wrong.”

Every organization that supplies products or services should evaluate each potential risk, measuring their risk profile across all business assets and taking measures to mitigate them.
DFMEA & PFMEA
Managing the possible risks/failures, causes, effects, the assignment of controls and understanding the connection between the whole risk process can only be achieved with FMEA.
There are two broad categories of FMEA:
Design FMEA:
Design FMEAs (DFMEA) enables organizations to assess and address potential failure modes that are at the early or end-stage of product design. DFMEA explores the possibility of malfunctions, reduced product life and safety or regulatory concerns.
Process FMEA
Process FMEAs (PFMEA) are used to analyze and maintain process control objectives. Essentially, PFMEAs are performed on a process as opposed to a product as with DFMEAs. PFMEA discovers failure that impacts product quality, reduced reliability of the process, customer dissatisfaction, and safety or environmental hazards.
It is not enough to conduct FMEA using paper-based, manual processes. For a product to fulfill its purpose and for all risks to be identified, organizations must utilize real-time risk assessments.
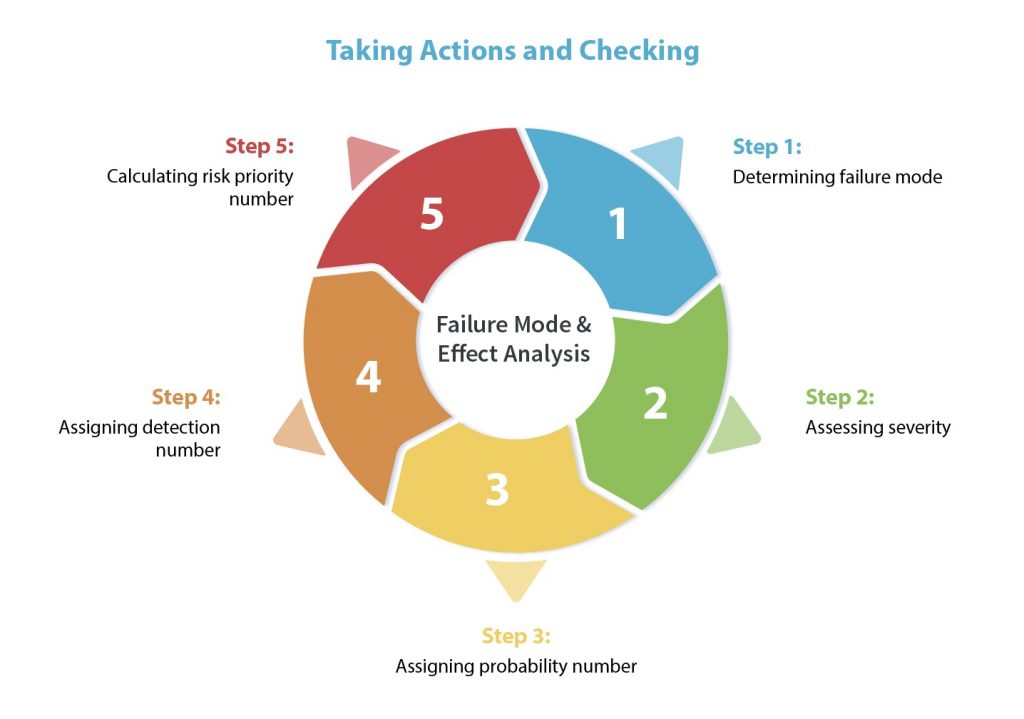
Once the design and the process planning phases are at a certain maturity level, the final phase is the actual manufacturing of the product. It is highly recommended to re-evaluate the PFMEA during the initial stages of this phase, in order to implement potential improvements, where the FMEA indicates this. The FMEA is able to determine the possible risks while indicating where they appear and also quantifying their intensity through the RPN (risk priority number).
This value is the product of the severity, occurrence and detection ratings. The severity owes its significance to the fact that it indicates the final effects of not fulfilling the required product functions. Imagine having the brand logo fall off the front grill, or having your wheel come off while you’re passing another vehicle at a high speed – I think we can all agree on which of these failures is more severe. The other two indicators will be given by the efficiency and effectiveness of the preventive and detection actions.
FMEA should be a living document during the complete lifespan of a product, and has to be checked and revised on every occasion. FMEA is an essential tool of quality assurance and risk management, contributing directly to the identification and evaluation of possible risks. It has countless benefits that indirectly contribute to improving company reputation, competitiveness, production yield, quality, reliability, and the overall safety of a product or process. This leads to increased customer satisfaction, higher profits and the reduction in manufacturing failures. FMEA is best used in a loop, once created and defined, it can show possible risks, but if it is used correctly and periodically, it also becomes a tool to drive continuous improvement.
About the Author
Karacsoni Orsolya a Quality Engineer & FMEA Coordinator. Orsolya received a MSc degree in the field of Industrial and Economical Engineering, during her studies she quickly realized the importance of Quality Management with a specific application in Automotive.
“Working in the automotive industry is a job with never-ending possibilities, encountering new challenges every day. The automobile has come a long way, imagine the very first vehicles compared to today’s high-tech masterpieces. As long as that trend continues, learning new things will always be guaranteed”.